
2001년도 기술고시 1차 - 기계공작법 문제, 정답, 해설입니다. 질문, 오류 등 궁금사항이 있으면 댓글 남겨주세요.
<문제>
<전체정답>
35252 / 55522 / 24344 / 14125
44551 / 14324 / 33441 / 44113
<해설>
문 1. 버(burr)의 제거에 사용할 수 있는 공정이 아닌 것은?
① 벨트연마(belt sanding)
② 진동피니싱(vibratory finishing)
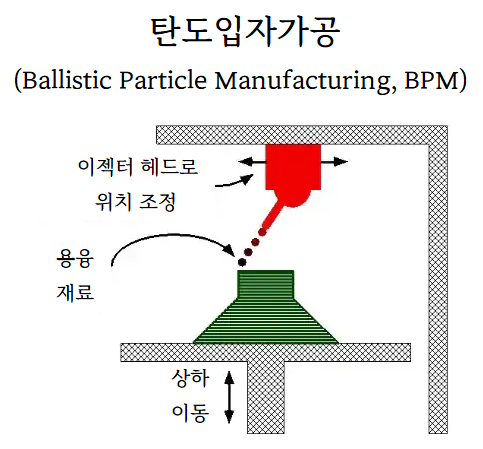
③ 탄도입자가공(ballistic particle manufacturing)
④ 숏블라스팅(shot blasting)
⑤ 와이어브러싱(wire brushing)
답 : ③
탄도입자가공(ballistic particle manufacturing)은 용융된 왁스를 움직이는 노즐을 통해 모형 위로 마치 탄도와 같은 방울 형태로 분사시켜 형상을 만들고 적층하는 기술을 말한다. 버 제거에는 사용할 수 없다.
버(burr)제거가공 : 진동피니싱, 숏블라스팅, 벨트연마, 와이어브러싱, 연마제유동가공, 열에너지법 등이 있다.
문 2. 측정작업에 사용되는 측정기의 정도 및 발생하는 오차(error)에 관한 설명으로 옳지 않은 것은?
① 정확도(accuracy)란 참값에 가까운 값을 측정할 수 있는 능력을 말한다
② 정밀도(precision)란 표준시편에 대한 반복측정시 측정값의 산포(흩어짐) 정도를 말한다
③ 버니어 캘리퍼스(vernier calipers)는 아베(Abbe) 원리를 충족시키지 못한다
④ 외측 마이크로미터(micrometer)는 아베(Abbe) 원리를 충족시킨다
⑤ 우연오차 (random error)는 작업자의 습관에 의한 개인오차를 포함한다
답 : ⑤
우연오차는 자연현상에 의한 것이다. 개인오차(시차)는 계통오차에 포함된다.
③④ 아베(Abbe)의 원리 : 표준자와 피측정물은 동일선상에 있어야 한다는 것이다. 아베의 원리에 어긋나는 측정기에는 버니어캘리퍼스, 내측 마이크로미터가 있다.
문 3. 비중이 0.6 인 나무로 된 목형의 무게가 3.0 kg 일 때, 비중이 7.5 인 주철주물의 중량은? (다만, 주철의 길이수축률은 2 % 이다)
① 34.6 kg
② 35.3 kg
③ 36.8 kg
④ 37.5 kg
⑤ 39.0 kg
답 : ②

문 4. 탄소강의 냉간가공(冷間加工)과 열간가공(熱間加工)에 대한 설명으로 옳지 않은 것은?
① 실온에서 소성가공을 받으면 대체로 변형에 대한 저항이 커지며 경화되는데 이 가공경화 현상은 냉간가공의 특징이다
② 냉간가공시 가공경화에 따라 탄성한도는 높아지지만 연성은 감소한다
③ 가공경화한 재료를 완전 풀림(full annealing) 열처리를 하면 내부응력이 감소하며 경도 및 인장강도가 감소하는데 이 원인은 재결정이 이루어지기 때문이다
④ 열간가공은 재결정 온도이상의 가공이다
⑤ 같은 재료에서도 재료가 받은 스트레인이 클수록 이론상의 재결정온도보다 고온에서 재결정이 시작되는 경향이 있다
답 : ⑤
냉간가공도가 클수록(=재료가 받은 스트레인이 클수록) 재결정온도는 낮아진다.
③ 풀림(annealing)은 재결정 과정을 포함하는데, 이 때 내부응력이 감소하고 강도 및 경도가 감소한다.
④ 냉간가공, 열간가공은 각각 재결정온도 이하, 이상일 때 가공을 말한다.
※냉간가공도와 재결정 : 냉간가공도가 클수록 재결정온도는 낮아진다. 냉간가공도가 클수록 재결정입자는 작아진다. 냉간가공도가 일정할 때 온도가 증가하면 재결정시간은 줄어든다. 가공전 결정입자의 크기가 작을수록 재결정온도는 낮아진다. 냉간가공으로 인한 방향성(이방성)은 재결정 이후에도 남아있다.
문 5. 알루미늄합금을 직경 15 mm 드릴로 0.1 mm/rev 의 이송속도로 가공할 때 드릴축이 400 rpm 으로 회전한다면 이 드릴의 금속제거율(MRR : metal removal rate) 은?
① 58.9 mm3/s
② 117.8 mm3/s
③ 235.5 mm3/s
④ 353.3 mm3/s
⑤ 471.0 mm3/s
답 : ②


문 6. 센터리스연삭(centerless grinding)가공에 대한 설명으로 옳지 않은 것은?
① 연속작업이 가능하고 높은 치수정도를 얻는다
② 공작물의 해체 및 고정이 수월하고 대량생산에 적합하다
③ 가늘고 긴 핀, 원통, 중공축 등을 연삭하기 쉽다
④ 기계의 조정이 끝나면 초보자도 쉽게 작업을 할 수 있다
⑤ 공작물의 이송속도는 테이블 속도로 조절한다
답 : ⑤
공작물의 이송속도는 조정숫돌의 속도로 조절한다.
D : 조정숫돌의 직경[mm]
N : 조정숫돌의 회전수[rev/min]
α : 조정숫돌의 경사각[rad]
문 7. 산업용 로봇에 대한 설명으로 옳지 않은 것은?
① 매니퓰레이터(manipulator)는 사람의 팔과 손목에 대응되는 운동을 하는 기구이다
② 엔드이펙터(end effector)는 로봇의 손목 끝에 달려있는 작업공구를 의미한다
③ 로봇의 운동방식으로는 직교좌표형, 원통형, 구형, 다관절형 등이 있다
④ 플레이백(playback)제어는 사람이 직접 매니퓰레이터를 움직여서 교시한 작업내용을 기억한 후, 그 기억정보를 토대로 로봇의 제어를 수행하는 방법이다
⑤ 갠트리(gantry) 로봇은 공장바닥에 고정된 로봇이다
답 : ⑤
갠트리(gantry) 로봇은 직교 로봇이라고도 하며, x,y,z 3개 방향으로 선형운동하는 로봇을 말한다.
①② 산업용 로봇에서 사람의 손과 유사한 기능을 하는 매니퓰레이터(manipulator)는 팔(arm)와 엔드 이펙터(end effector)로 구성되어 있다.
문 8. 튜브형 부품을 가공하는 방법이 아닌 것은?
① 압출
② 인발
③ 스피닝(spinning)
④ 원심주조
⑤ 니블링(nibbling)
답 : ⑤
니블링(nibbling)은 수많은 구멍을 만들고 긴 홈을 만들어 절단하는 가공법이다.
③ 스피닝(spinning)은 금속판 또는 파이프 모양의 소재를 회전시키면서 롤러로 가압하여 성형하는 소성 가공이다. 원통(튜브형) 형상의 제품을 가공할 수 있다.
문 9. 텅스텐봉을 전극으로 하고 아르곤이나 헬륨 등의 불활성 가스를 사용하여 알루미늄, 마그네슘, 스테인레스강의 용접에 널리 사용되는 용접은?
① MIG용접
② TIG용접
③ 테르밋 용접
④ 시임용접
⑤ 프로젝션 용접
답 : ②
텅스텐봉 → TIG(Tungsten Inert Gas Welding)용접에 대한 설명이다.
문 10. 절삭공구 재료로 사용되는 소결초경합금의 구성성분이 아닌 것은?
① W
② Cr
③ Ti
④ Ta
⑤ Co
답 : ②
절삭공구 중 소결초경합금의 구성성분으로 쓰이는 원소 5가지 : W ,Ti ,Ta ,Mo ,Zr
결합제로 쓰이는 원소 2가지 : Co,Ni
위에 해당되지 않는 것은 Cr이다.
문 11. 강(鋼)을 A321 또는 Acm 온도선보다 30 ∼ 80 ℃ 높은 온도에서 가열한 후 일정한 시간을 경과시키고 공기 중에서 냉각시켜 내부 응력을 제거하고 미세한 조직을 얻거나 입자조직을 균일하게 하는 열처리는?
① 오스템퍼링(austempering)
② 불림(normalizing)
③ 풀림(annealing)
④ 뜨임(tempering)
⑤ 스페로다이징(spheroidizing)
답 : ②
가열 후 공기중에서 냉각 → 불림(normalizing)에 대한 설명이다.
① 오스템퍼링(austempering) : 변태점보다 30~50℃ 이상의 온도로 가열한 오스테나이트 조직을 250~450℃의 냉매에서 담금질 및 유지하여 베이나이트조직을 얻는 열처리 방법
⑤ 스페로다이징(spheroidizing) : 연성과 가공성이 좋은 구상펄라이트를 얻기 위해 시행하며 공석온도(A1)부근까지 가열하는 열처리 방법
문 12. 판재의 굽힘작업시 발생되는 스프링백을 줄여주는 효과적인 방법이 아닌 것은?
① 원하는 각도보다 여유각만큼 과도굽힘(overbending) 시킨다
② 펀치 끝과 다이면에서 높은 압축응력이 걸리도록 굽힘 부위를 압축한다
③ 굽힘 과정 중에 판재에 인장력이 걸리도록 신장굽힘(stretch bending) 한다
④ 원하는 각도로 굽혀진 상태에서 굽힘하중 유지시간을 증가시킨다
⑤ 판재의 온도를 높여서 굽힘작업을 수행한다
답 : ④
소재에 높은 인장응력이 걸리도록 하여 굽힘시켜 스프링백을 줄일 수 있다.
스프링백을 줄이는 5가지 방법 : 판재의 온도를 높임, 인장력이 걸리도록 신장굽힘, 압축응력이 걸리도록 압축, 과도굽힘, 액압프레스로 장시간 가압
문 13. 연삭 숫돌에 대한 설명으로 옳지 않은 것은?
① 입도 30의 숫돌입자는 입도 50의 숫돌입자보다 크다
② 연삭숫돌에서 D입자는 다이아몬드 입자를 의미한다
③ 단단한 소재는 결합도가 큰 숫돌을 사용한다
④ 연삭숫돌의 조직은 단위체적당 입자의 용적비율을 의미한다
⑤ 연삭숫돌의 결합제 중 레지노이드의 기호는 B이다
답 : ③
단단한 소재에는 결합도가 작은 숫돌을 사용한다.
결합도가 높은 숫돌은 연한 재료, 저속, 깊이가 얕을 때, 면적이 작을 때, 표면이 거칠 때 쓰인다.
결합도가 낮은 숫돌은 단단한 재료, 고속, 깊이가 깊을 때, 면적이 클 때, 표면이 치밀할 때 쓰인다.
① 입도를 나타내는 메시(mesh)는 체의 1 inch 사각형의 분할 수를 의미하므로, 입도 30의 숫돌입자는 입도 50의 숫돌입자보다 크다.
② 연삭입자의 기호 : 알루미나계(A, WA), 탄화수소계(C, GC), 다이아몬드(D),
③ 조직 : 단위체적당 입자의 체적비. c(치밀),m(중간),w(거친)로 분류한다.
⑤ 결합제의 기호 : 비트리파이드(V), 실리케이트(S), 고무(R), 셀락(E), 레지노이드(B), 비닐(PVA), 메탈(M)
문 14. 다음에 열거한 절삭작업의 운동 중 틀린 것은?
① 셰이퍼에 의한 평삭 : 공작물-직선이송운동, 공구-직선절삭운동
② 드릴링 : 공구-회전절삭운동 및 직선이송운동
③ 밀링 : 공작물-직선이송운동, 공구-회전절삭운동
④ 호닝 : 공작물-직선이송운동, 공구-회전절삭운동
⑤ 선삭 : 공작물-회전절삭운동, 공구-직선이송운동
답 : ④
호닝(honing) 가공에서 공구는 직선이송운동+회전절삭운동을 하며 공작물은 고정되어있다.
문 15. 초음파 가공(ultrasonic machining)에 가장 적합하지 않은 재료는?
① 유리
② 세라믹
③ 경화강
④ 구리
⑤ 초경합금
답 : ④
초음파가공 : 연삭입자와 가공액의 상하진동을 통해 전기에너지를 기계적에너지로 전환하여 가공한다. 초경합금, 보석 등 비금속 및 도체/부도체의 가공에 적합하고 연성이 큰(ex.구리 등 비철금속) 경우 부적합하다.
문 16. 밀링머신에서 사용되는 부속장치가 아닌 것은?
① 면판(face plate)
② 아버(arbor)
③ 슬로팅장치(slotting attachment)
④ 분할대(indexing head)
⑤ 만능바이스(universal vice)
답 : ①
면판(face plate)은 선반에서 선삭가공 시 공작물을 고정하기 위해 사용된다.
문 17. 일반적인 연강의 인장시험에서 구할 수 있는 재료의 물성치가 아닌 것은?
① 탄성계수
② 항복응력
③ 인장강도
④ 경도
⑤ 연신률
답 : ④
인장시험에서 경도는 구할 수 없다.
인장시험에서 구할 수 있는 것 - 탄성계수, 탄성한도, 항복강도, 인장강도, 파단강도, 연신율, 단면감소율, 변형경화지수, 포아송비
문 18. 단축인장항복응력이 100 MPa 인 재료에 x 방향으로 50 MPa, y 방향으로 10 MPa 의 인장응력을 가하였다. 이 상태에서 추가로 z 방향으로 응력을 가했을 때 이 재료가 항복(yielding)을 일으키게 되는 z 방향 응력 값은?(다만, Tresca의 항복조건으로 판단한다)
① -50 MPa
② -30 MPa
③ 0 MPa
④ 30 MPa
⑤ 50 MPa
답 : ①

Tresca의 항복조건에 의하면 3축의 응력 성분들 중 차이가 100MPa가 되면 된다. 50-(-50)=100MPa가 되므로 z방향으로 -50MPa가 되면 된다.
문 19. 금속재료의 표면에 고속으로 작은 입자를 분사시켜 충격에 의해 표면을 경화시켜주며, 스프링, 기어 등 기계요소부품에 적합한 표면 경화법은?
① 방전경화법
② 숏피닝법
③ 금속침투확산법
④ 고주파경화법
⑤ 전해도금법
답 : ②
작은 입자를 분사 → 숏피닝(shot peening)법
① 방전경화법(arc hardening) : 공구를 음극으로 하고 불꽃 방전을 이용하여 탄화텅스텐(WC), 탄화티탄(TiC) 등의 초경합금을 용착시키고, 그 열을 이용해 주변을 경화시키는 방법
③ 금속침투확산법(metalic cementation) : 금속 표면에 Al, B, Cr, Si, Zn 등을 침투/확산시켜 금속의 우수한 성질을 이용하여 표면을 경화시키는 방법
④ 고주파경화법(induction hardening) : 고주파에 의한 전자기유도현상을 통해 유도된 전류로 금속을 가열하여 표면을 경화시키는 방법
⑤ 전해도금법(electroplating) : 공작물을 음극으로 하고 도금재료는 양극으로 하여 금속 표면에 Cu, Ta, Si 등을 용착시키는 방법
문 20. 주조 작업시 용융 금속을 주형 공동부로 보내는 통로가 아닌 것은?
① 주입구(gate)
② 탕도(runner)
③ 탕류(pouring basin)
④ 탕구(sprue)
⑤ 코어(core)
답 : ⑤
탕구계(gating system)에는 탕구, 탕도, 탕류, 주입구 등으로 구성된다. 코어(core)는 주물 내부에 빈 공간의 형상을 만들기 위한 요소이다.
※탕류(pouring basin) = 쇳물받이. 최초로 용융 금속이 주입되는 입구
'기출문제 해설 > [기술고시 객관식 기계공작법]' 카테고리의 다른 글
| 【기계공작법】2003 기술고시 (5급) 기계공작법 해설 21~40번 (5) | 2022.01.12 |
|---|---|
| 【기계공작법】2003 기술고시 (5급) 기계공작법 해설 1~20번 (2) | 2022.01.11 |
| 【기계공작법】2002 기술고시(5급) 기계공작법 해설 21~40번 (0) | 2022.01.10 |
| 【기계공작법】2001 기술고시(5급) 기계공작법 해설 21~40번 (2) | 2022.01.08 |
| 【기계공작법】2001 기술고시(5급) 기계공작법 해설 1~20번 (2) | 2022.01.07 |




댓글