
2001년도 기술고시 1차 - 기계공작법 문제, 정답, 해설입니다. 질문, 오류 등 궁금사항이 있으면 댓글 남겨주세요.
<문제>
<전체 정답>
22145 / 33142 / 25344 / 33131
52245 / 24323 / 21354 / 41454
<해설>
문 1. 열처리 작업중 심랭(subzero) 처리에 대한 설명으로 옳은 것은?
① 담금질 직후 뜨임하기 전에 얼마동안 0 ℃에 두었다가 뜨임하는 것
② 담금질 후 계속 0 ℃이하의 온도까지 냉각시켜 잔류 오스테나이트를 감소시키는 작업
③ 강을 담금질할 때 0 ℃이하의 냉매에 넣어 담금질하는 작업
④ 담금질전에 0 ℃이하로 냉각시켜 오스테나이트를 활성화시킨 후 담금질하는 것
⑤ 기온이 0 ℃이하로 떨어지는 겨울에 하는 열처리 작업
답 : ②
심랭(sub-zero)처리 : 담금질 이후 0℃이하의 온도까지 냉각시켜 잔류 오스테나이트를 마르텐사이트로 변태시켜 내마모성을 부여하고 시효경화를 방지한다.
문 2. 속이 빈 긴 실린더 형태의 관을 제작하는데 가장 적합한 주조방법은?
① 가압주조
② 원심주조법
③ 다이캐스팅
④ 슬러쉬주조
⑤ 스퀴즈캐스팅
답 : ②
원심주조법은 속이 빈 긴 실린더 형태의 관을 제작하는 데 적합하다. 이외에도 만네스만 압연, 맨드렐(mandrel)을 이용한 압출법 등으로 관 형상을 제작 가능하다.
④ 슬러쉬주조 : 용탕에 금형을 주입하고 두께층이 생기면 거꾸로 하여 미응고금속을 쏟아내는 주조법이다.
⑤ 스퀴즈캐스팅 : 주조와 단조를 동시에 진행한다. 고압에 의한 열전달로 냉각을 촉진하고 기공을 최소화한다.
문 3. 주형제작시 주형에서 모형을 제거할 때 주형이 파손되는 것을 방지하기 위해 고려할 것은?
① 목형구배
② 수축여유
③ 가공여유
④ 덧붙임
⑤ 라운딩
답 : ①
목형구배는 소모성주형의 경우 모형이, 영구주형의 경우 제품이 파손 없이 잘 빠져나오도록 하기 위해 둔다.
④ 덧붙임(stop-off) : 두께가 균열하지 않거나 복잡한 주물의 냉각 시 파손을 방지하기 위해 설치한다.
⑤ 라운딩(rounding) : 주물의 결정립 성장을 방지하기 위한 목적
문 4. 다음 공정에 대한 설명으로 옳지 않은 것은?
① 보링작업(boring) : 이미 뚫려 있는 구멍 내부를 확대하여 완성 가공하는 작업
② 선삭작업(turning) : 공작물을 회전시키면서 공구를 이동시켜 소재의 불필요한 부분을 제거하는 공정
③ 브로칭작업(broaching) : 공작물의 내면 또는 외면을 여러 가지 모양으로 가공하는 작업
④ 형삭작업(shaping) : 주로 대형 공작물의 비교적 단순한 모양의 평면가공용으로 공작물은 직선왕복운동, 공구는 수평이동
⑤ 리밍작업(reaming) : 이미 존재하는 구멍의 치수정확도와 표면정도를 향상시키는 작업
답 : ④
평삭작업(planing)에 대한 설명이다. 형삭작업(셰이퍼)은 평삭과 비슷한 작업이나 소형공작물을 가공한다.
문 5. NC 프로그램에서 사용하는 코드들에 대한 설명으로 옳지 않은 것은?
① G코드는 NC장치의 기능준비를 지정하는 코드이다
② F코드는 이송속도를 지정하는 코드이다
③ S코드는 주축회전수를 지정하는 코드이다
④ T코드는 공구를 지정하는 코드이다
⑤ N코드는 주어진 공정에 대한 반복 가공회수를 지정하는 코드이다
답 : ⑤
N코드는 전개번호를 지정하는 코드이다.
M : 보조기능, G : 준비기능, T : 공구기능, F : 이송기능, N : 전개번호, A : 좌표값, S : 주축기능, O : 프로그램번호, D : 공구경보정, H : 공구길이보정, R : 원호반지름, XYZ : 이동위치, UVW : 이동거리/방향, ABC : 부가축 이동, IJK : 원호중심의 각 축 성분
문 6. 단면 수축률( Φ )의 수식을 바르게 나타낸 것은?
(다만, A0 : 최초 단면적, A1 : 파괴 단면적)
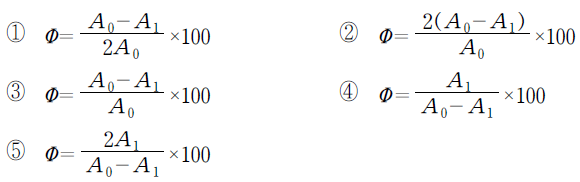
답 : ③
단면수축률=(감소 단면적/최초 단면적)
문 7. 가늘고 긴 원통형상을 선삭가공할 때 나타나는 현상으로 옳지 않은 것은?
① 소재의 자중과 절삭력에 의하여 형상정밀도가 불균일해 진다
② 채터(chatter)가 발생하기 쉽다
③ 양단을 센터로 지지했을 때 소재의 중앙부가 가늘게 가공된다
④ 한쪽 끝만을 지지할 때 반대쪽 자유단 부근에서 굵게 가공된다
⑤ 강성저하로 인하여 소재의 굽힘변형이 발생하기 쉽다
답 : ③
양단을 센터로 지지했을 때 소재의 중앙부가 굵게 가공된다.
선반가공에서 양단을 센터로 지지하면 소재의 중앙부에서 굵게, 한쪽 끝만을 지지하면 반대쪽 자유단에서 굵게 가공된다.
문 8. 어느 재료를 가공할 때 Taylor 공구수명식의 지수 n = 0.5, C = 225 이다. 절삭속도가 원래보다 2배로 된다면 공구의 수명은 몇 배로 되는가? (다만, 절삭속도는 실용적 절삭속도 범위내로 가정한다)
① 0.25배
② 0.5배
③ 2배
④ 4배
⑤ 변함없다
답 : ①
Taylor 공구수명식 n=0.5이면 V√T=C이다. 이 때 절삭속도가 2배가 되면 C는 일정하므로 √T은 1/2배가 되어야 하고, 공구수명 T는 1/4배가 되어야 한다.
문 9. 절삭가공이 아닌 것은?
① 스크레이핑(scraping)
② 브로칭(broaching)
③ 래핑(lapping)
④ 버니싱(burnishing)
⑤ 보링(boring)
답 : ④
버니싱(burnishing)은 원통의 내면 및 외면에 강구를 통과시켜 다듬질하는 소성 가공이다.
문 10. 탄소의 흑연화를 방지하여 조직을 치밀하게 하며, 경도, 강도 및 내열성을 증가시키는 성분은?
① 규소(Si)
② 망간(Mn)
③ 황(S)
④ 인(P)
⑤ 구리(Cu)
답 : ②
흑연화를 방지하는 원소는 몰리브덴(Mo), 황(S), 크롬(Cr), 망간(Mn), 바나듐(V), 텅스텐(W)이다. 이 중에서 조직을 치밀하게 하는 것은 망간(Mn)이다.
철강에 망간(Mn)이 첨가되면 황화망간(MnS)을 형성하여 적열취성을 방지할 수 있고 조직이 미세화되며 인장강도, 경도, 내열성, 주조성, 담금질효과가 향상된다. 절삭성은 감소하고 수축률은 증가한다. 1%Mn일 때가 가장 좋다.
문 11. 공기마이크로미터의 특징이 아닌 것은?
① 공기의 유량 변화를 이용하여 미소변위를 측정한다
② 많은 치수의 동시측정, 자동선별, 제어는 어렵다
③ 비접촉 측정이 가능하다
④ 구멍 내경의 측정이 가능하다
⑤ 비교적 간단히 고배율(5,000~10,000배)을 얻을 수 있다
답 : ②
공기마이크로미터는 많은 치수의 동시측정, 자동선별, 제어가 가능하다(다원측정).
공기마이크로미터 - 다원측정, 무접촉측정, 내경측정 가능. 긴변위의 측정 불가, 응답속도 느림
전기마이크로미터 - 자동측정, 원격측정, 연산측정 가능. 긴변위의 측정 가능, 응답속도 빠름
문 12. 두께가 2 mm인 연질 강판에 직경 5 mm의 구멍을 펀칭할 때 필요한 전단력은 약 얼마인가?
(다만, 전단저항응력 τ = 30 kg/mm2)
① 157 kg
② 196 kg
③ 392 kg
④ 785 kg
⑤ 942 kg
답 : ⑤

문 13. 판재 굽힘 가공에서 발생하는 스프링백(springback)에 관한 설명으로 옳지 않은 것은?
① 스프링백은 소성변형 후, 하중을 제거할 때 일어나는 탄성복원 현상이다
② 재료의 항복응력이 클수록 스프링백이 커진다
③ 재료의 종탄성계수가 클수록 스프링백이 커진다
④ (굽힘반경 / 재료두께)이 클수록 스프링백이 커진다
⑤ 굽힘 공정 중에 소재에 인장력을 가함으로써 스프링백 양을 줄일 수 있다
답 : ③
재료의 종탄성계수가 클수록 스프링백이 작아진다.
스프링백이 커질 조건 : 탄성한계가 클수록, 탄성이 클수록, 탄성계수가 작을수록, 항복강도가 높을수록, 경도가 높을수록, 두께가 얇을수록, 구부림반지름이 클수록, 구부림각도가 작을수록
스프링백을 작게 하는 방법 5가지 : 판재의 온도를 높임, 인장력이 걸리도록 신장굽힘, 압축응력이 걸리도록 압축, 과도굽힘, 액압프레스로 장시간 가압
문 14. 주물의 중량을 W [kg] , 주입시간을 T [sec] , 두께에 따른 계수를 S라고 하면, Dietert에 의한 주입시간과 주물의 중량과의 관계식은?
① T=SW³
② T=SW²
③ T=SW
④ T=S W^0.5
⑤ T=S W^0.33
답 : ④
Dietert의 식 : T=S√W (T : 주입시간, S : 계수, W : 주물의 중량)
문 15. 모형을 파라핀 왁스와 같은 것으로 만들어 상하형의 분할선이 없는 주형재료 속에 묻어서 일체의 주형으로 만든 다음 모형을 가열해서 용출, 연소시켜 공간을 만든 후 그 속에 용탕을 주입하는 형식의 주조법은?
① 탄산가스 주형법(CO2 process)
② 저압주조법(low pressure casting)
③ 연속주조법(continuous casting)
④ 인베스트먼트 주형법(investment molding process)
⑤ 셸 주형법(shell molding process)
답 : ④
파라핀, 왁스 모형 → 인베스트먼트 주조법에 대한 설명이다.
문 16. 일반적으로 연삭숫돌의 마멸을 고려하여 소재에 대응되는 연삭입자를 선정하는 방법으로
옳지 않은 것은?
① 강, 철합금, 합금강을 연삭할 때는 알루미늄산화물을 사용한다
② 취성재료를 연삭할 때는 실리콘카바이드를 사용한다
③ 초경 및 경화강을 연삭할 때는 다이아몬드를 사용한다
④ 경도가 50 HRC 이상인 강 및 주철과 고온초합금을 연삭할 때는 CBN을 사용한다
⑤ 주철, 비철금속을 연삭할 때는 코런덤(corundum)을 사용한다
답 : ③
다이아몬드는 탄소와의 화학적 친화성 때문에 경화강의 연삭에 부적합하다.
① 철과 탄소강의 절삭에는 알루미늄산화물(=알루미나,알록사이트)을 이용하여 가공한다.
② 취성재료를 연삭할 때는 초경합금(실리콘카바이드, 티타늄카바이드, 텅스텐카바이드 등)을 이용하여 가공한다.
④ 고경도, 주철, 고온초합금의 연삭에는 주로 입방정질화불소(CBN)을 이용하여 가공한다.
⑤ 코런덤(corundum)은 결정상태의 산화알루미늄을 의미하며, 주철 및 비철금속의 가공에 사용된다.
문 17. 막대모양의 숫돌을 끼운 공구에 회전과 왕복운동을 주어 행하는 정밀 가공법은?
① 수퍼피니싱(superfinishing)
② 래핑(lapping)
③ 호닝(honing)
④ 버핑(buffing)
⑤ 폴리싱(polishing)
답 : ③
호닝(honing)에 대한 설명이다.
연삭숫돌을 이용한 가공 - 연삭, 호닝, 슈퍼피니싱, 폴리싱
연삭입자를 이용한 가공 - 액체호닝, 래핑, 버핑, 초음파가공, 배럴링(텀블링)
① 수퍼피니싱은 공작물에 회전, 공구에 진동운동을 주어 행한다.
⑤ 폴리싱은 연삭입자가 부착된 원판을 이용하여 다듬질가공한다.
문 18. 비교측정기만으로 짝지어진 것은?
① dial gage / optimeter
② optical comparator / micrometer
③ micrometer / electronic micrometer
④ air micrometer / vernier calipers
⑤ vernier calipers / micrometer
답 : ①
②③④⑤ 마이크로미터, 버니어캘리퍼스는 직접측정기이다.
직접측정기 : 마이크로미터, 버니어캘리퍼스, 측장기, 각도자, 하이트게이지
간접측정기 : 삼침법(나사유효지름), 사인바(각도), 롤러+블록게이지(테이퍼)
비교측정기 : 나머지
문 19. 연삭숫돌의 기공부분이 너무 작거나, 연질금속을 연삭할 때 숫돌이 너무 연할 경우
발생하는 현상은?
① 쉐딩(shedding) 현상
② 글레이징(glazing) 현상
③ 로딩(loading) 현상
④ 자생작용 현상
⑤ 가공경화 현상
답 : ③
로딩(loading)현상에 대한 설명이다.
연삭결함 중 로딩(loading,눈메움)은 연삭숫돌의 결합도가 높을 때, 입도가 높을 때, 연질 재료에서, 원주속도가 느릴 때 조직이 치밀할 때 잘 일어난다.
문 20. 선반용 부속품 중 센터 사이에서 가공물을 회전시키는 보조재로 주축단에 고정시키고
돌리개(dog)를 사용하여 가공물을 돌리는 역할을 하는 것은?
① 회전판(driving plate)
② 방진구(work rest)
③ 맨드릴(mandrel)
④ 척(chuck)
⑤ 심압대(tail stock)
답 : ①
회전판(driving plate)에 대한 설명이다.
① 돌림판(=회전판) - 주축의 회전을 돌리개를 거쳐 공작물에 전달
② 방진구 - 공작물 휨방지
③ 맨드릴(심봉) - 내경이 있는 작업물의 지지
④ 척 - 선반에서 공작물 고정
⑤ 심압대 - 주축의 반대쪽에 설치되어 공작물의 한쪽 끝 지지 또는 공구 고정
'기출문제 해설 > [기술고시 객관식 기계공작법]' 카테고리의 다른 글
| 【기계공작법】2003 기술고시 (5급) 기계공작법 해설 21~40번 (5) | 2022.01.12 |
|---|---|
| 【기계공작법】2003 기술고시 (5급) 기계공작법 해설 1~20번 (2) | 2022.01.11 |
| 【기계공작법】2002 기술고시(5급) 기계공작법 해설 21~40번 (0) | 2022.01.10 |
| 【기계공작법】2002 기술고시(5급) 기계공작법 해설 1~20번 (1) | 2022.01.09 |
| 【기계공작법】2001 기술고시(5급) 기계공작법 해설 21~40번 (2) | 2022.01.08 |




댓글