
2012년도 국가직 9급 기계일반 문제, 정답, 해설입니다. 질문, 오류 등 궁금사항이 있으면 댓글 남겨주세요.
<문제>
<전체정답>
21433 / 44321 / 22131 / 42211
<해설>
문 1. 금속결정 중 체심입방격자(BCC)의 단위격자에 속하는 원자의 수는?
① 1개
② 2개
③ 4개
④ 8개
답 : ②
체심입방격자의 단위격자 내 원자 수는 2개이다.
※금속의 결정격자 구조(BCC,FCC,HCP)에 따른 성질 (전연성, 강도, 원자수, 용적률, 배위수, 슬립, 기타특성)
체심입방격자(BCC) - 전연성 낮고 강도 크다. 원자수 2, 용적률 0.68, 배위수 8, 슬립 12, 용융점이 높다
면십입방격자(FCC) - 전연성 좋고 강도 작다. 원자수 4, 용적률 0.74, 배위수 12, 슬립 48, 소성변형이 쉽다
조밀육방격자(HCP) - 전연성 낮고 강도 작다, 원자수 2, 용적률 0.74, 배위수 12, 슬립 3, 취성이 있다
문 2. 재결정 온도에 대한 설명으로 옳은 것은?
① 1시간 안에 완전하게 재결정이 이루어지는 온도
② 재결정이 시작되는 온도
③ 시간에 상관없이 재결정이 완결되는 온도
④ 재결정이 완료되어 결정립 성장이 시작되는 온도
답 : ①
재결정온도란, 1시간 내에 재결정의 95%가 완료되는 온도를 뜻한다.
문 3. 잔류응력(residual stress)에 대한 설명으로 옳지 않는 것은?
① 변형 후 외력을 제거한 상태에서 소재에 남아 있는 응력을 말한다.
② 물체 내의 온도구배에 의해서도 발생할 수 있다.
③ 잔류응력은 추가적인 소성변형에 의해서도 감소될 수 있다.
④ 표면의 인장잔류응력은 소재의 피로수명을 향상시킨다.
답 : ④
표면의 인장잔류응력은 소재의 피로수명을 감소시킨다. 단, 압축잔류응력은 소재의 피로수명을 향상시킨다.
② 잔류응력의 3가지 원인 : 소성변형, 상변화, 온도구배
③ 잔류응력은 풀림(annealing)처리 또는 추가적인 소성변형으로 제거할 수 있고, 실온에서도 충분한 시간을 두고 방치하면 잔류응력을 줄일 수 있다.
문 4. 스테인레스강에 대한 설명으로 옳지 않는 것은?
① 스테인레스강은 뛰어난 내식성과 높은 인장강도의 특성을 갖는다.
② 스테인레스강은 산소와 접하면 얇고 단단한 크롬산화막을 형성한다.
③ 스테인레스강에서 탄소량이 많을수록 내식성이 향상된다.
④ 오스테나이트계 스테인레스강은 주로 크롬, 니켈이 철과 합금된 것으로 연성이 크다.
답 : ③
스테인레스강에서 탄소량이 많을수록 내식성이 저하된다.
①②③ 스테인리스강은 Fe(철)에 Cr(크롬), Ni(니켈)을 첨가하여 내식성, 인장강도를 높이고 강한 보호피막을 형성하여 녹 발생을 없앤 강이다. 기호는 STS이다. 산소와 접하면 얇고 단단한 크롬산화막을 형성한다. 탄소량이 많을수록 내식성이 저하된다.
④ 스테인리스강은 마르텐자이트계, 페라이트계, 오스테나이트계, 석출경화계로 나뉘며 오스테나이트계 스테인리스강은 18-8 스테인리스강(18%Cr-8%Ni-나머지 Fe)이라고도 하며 내식성, 내산화성, 연성이 크다.
※스테인리스강의 분류
Fe-Cr계(자성체) : 마르텐자이트계, 페라이트계
Fe-Cr-Ni계(비자성체) : 오스테나이트계(18-8 스테인리스강), 석출경화계 - 내식성과 내산화성이 크고 연성과 성형성이 좋다. 담금질이 아닌 냉간가공에 의해 경화된다.
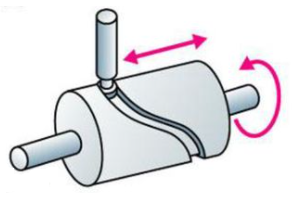
문 5. 회전운동을 병진운동으로 변환시키는 기구로 옳지 않는 것은?
① 원통캠과 종동절
② 크랭크-슬라이더 기구
③ 크랭크-로커 기구
④ 랙-피니언 기구
답 : ③
크랭크-로커 기구는 회전운동을 왕복운동으로 변환시키는 기구이다.
①②④ 원통캠과 종동절, 크랭크-슬라이더 기구, 랙-피니언 기구는 회전운동을 병진운동으로 변환시킨다.
문 6. 키(key)에 대한 설명으로 옳지 않는 것은?
① 축과 보스(풀리, 치차)를 결합하는 기계요소이다.
② 원주방향과 축방향 모두를 고정할 수 있지만 축방향은 고정하지 않아 축을 따라 미끄럼운동을 할 수도 있다.
③ 축방향으로 평행한 평행형이 있고 구배진 테이퍼형이 있다.
④ 키홈은 깊이가 깊어서 응력집중이 일어나지 않는 좋은 체결 기구이다.
답 : ④
키홈은 깊이가 깊고 단면적의 변화가 크기 때문에 응력집중이 잘 일어난다.
문 7. 구성인선(built-up edge)에 대한 설명으로 옳지 않는 것은?
① 구성인선은 일반적으로 연성재료에서 많이 발생한다.
② 구성인선은 공구 윗면경사면에 윤활을 하면 줄일 수 있다.
③ 구성인선에 의해 절삭된 가공면은 거칠게 된다.
④ 구성인선은 절삭속도를 느리게 하면 방지할 수 있다.
답 : ④
구성인선(built-up-edge)은 공구 윗면경사면에 윤활을 하고 공구반경을 작게 하고 공작물재료의 변형경화지수를 작게 하고 절삭속도를 크게 하여 방지한다.
①③ 구성인선은 절삭공구보다 강도가 크고 반경이 크다. 공작물이 연성이고 변형경화지수가 높을수록 잘 형성된다. 구성인선으로 인해 가공물표면이 거칠게 된다.
문 8. 공구수명을 단축시키는 요인 중 하나인 치핑(chipping)에 대한 설명으로 옳은 것은?
① 절삭 중 칩이 연속적으로 흐르는 현상이다.
② 칩과 공구의 마찰에 의해 공작물에 열이 발생하는 현상이다.
③ 절삭공구 끝이 절삭저항에 견디지 못해 떨어지는 현상이다.
④ 절삭저항이 증가하여 절삭공구가 떨리는 현상이다.
답 : ③
치핑은 충격에 의해 공구 끝이 떨어져 나가는 현상이다.
① 연속형 칩(continuous chip, =유동형 칩)에 대한 설명이다. 칩브레이커로 방지한다.
③ 절삭열에 대한 설명이다.
④ 채터(chatter)에 대한 현상이다.
문 9. 주조법의 특성에 대한 비교 설명으로 옳지 않는 것은?
① 일반적으로 석고주형 주조법은 다이캐스팅에 비해 생산 속도가 느리다.
② 일반적으로 인베스트먼트 주조법은 사형 주조법에 비해 인건비가 저렴하다.
③ 대량생산인 경우에는 사형 주조법보다 다이캐스팅 방법을 사용하는 것이 바람직하다.
④ 일반적으로 석고주형 주조법은 사형 주조법에 비해 치수 정밀도와 표면정도가 우수하다.
답 : ②
인베스트먼트 주조법은 제작비가 고가이다.
석고주형 주조법은 소모성주형주조법의 하나로, 정밀주조라고도 하며 소형 주물 및 비철금속 재료의 주조에 사용된다. 주형의 통기성이 낮고, 목형(pattern)을 사용하지 않는다. 주형제작시간이 긴 특징이 있다.
문 10. 딥드로잉된 컵의 두께를 더욱 균일하게 만들기 위한 후속 공정은?
① 아이어닝
② 코이닝
③ 랜싱
④ 허빙
답 : ①
아이어닝(ironing)에 대한 설명이다.
※아이어닝(ironing) : 다이공동부로 빨려들어가는 판재 두께가 펀치-다이 간극보다 크면 두께가 얇아지면서 길어진다. 측벽이 균일하고 매끄럽게 된다.
② 코이닝(coining, =압인) : 소성변형을 통해 상,하형 관계없는 요철가공
③ 랜싱(lancing) : 루버링(louvering)이라고도 하며, 전단가공의 일종으로 펀치에 의해 재료의 일부를 전단하고 나머지 부분에서 굽혀 세우는 가공
④ 허빙(hubbing) : 펀치로 소재표면을 압입하여 공동부를 형성하는 가공
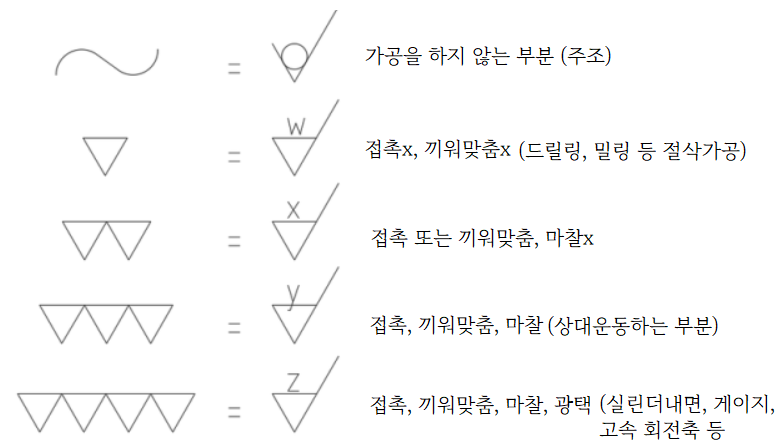
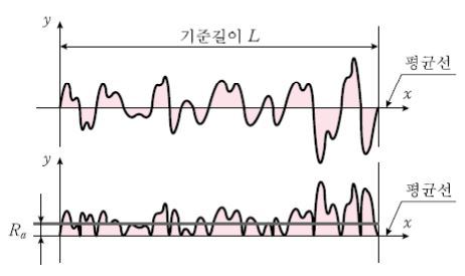
문 11. 표면거칠기에 대한 설명으로 옳지 않는 것은?
① 표면거칠기에 대한 의도를 제조자에게 전달하는 경우 삼각 기호를 일반적으로 사용한다.
② Rmax, Ra, Rz의 표면거칠기 표시 중에서 Ra 값이 가장 크다.
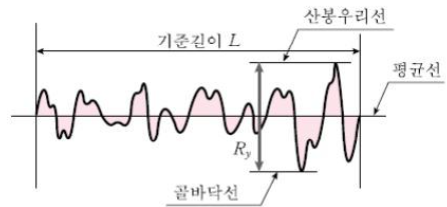
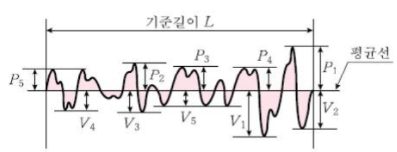
③ 표면거칠기는 공작물 표면의 임의 위치의 기준길이 L내에서 채취한 데이터로부터 평가한다.
④ 표면거칠기 검사법으로는 접촉식과 비접촉식 방법 모두 사용된다.
답 : ②
Rmax, Ra, Rz의 표면거칠기 표시 중에서 Ra 값이 가장 작다.
① 표면거칠기에 대한 기호는 일반적으로 다음과 같은 삼각 기호를 사용한다.
③ 기준 길이란 표면거칠기를 평가하기 위한 공작물표면의 길이를 말하며, 기준 길이 내에서 얻은 단면곡선을 기준으로 평가한다.
④ 표면거칠기의 검사 방법으로는 다음과 같다. - 촉각 또는 시각과 비교용 표준편을 이용한 방법, 촉침법(접촉식), 광학간섭측정(비접촉식), 원자현미경(비접촉식)
※표면거칠기의 표시법 3가지
최대높이거칠기(Rmax 또는 Ry) : 기준길이 내에서 최대 꼭대기와 최소 골짜기의 차이를 마이크로미터(μm)로 표시
10점평균거칠기(Rz) : 기준길이 내 높은 5개의 산꼭대기, 낮은 5개의 골짜기를 평균낸 값을 마이크로미터(μm)로 표시

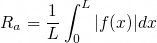
중심선평균거칠기(Ra, =산술평균거칠기) : 기준길이 내 표면거칠기 곡선과 평균선 사이의 면적을 길이로 나눈 값
문 12. 다음 설명에 해당하는 현상은?
성형품의 냉각이 비교적 높은 부분에서 발생하는 성형 수축으로 표면에 나타나는 오목한 부분의 결함을 말한다. 이를 제거하기 위해서는 성형품의 두께를 균일하게 하고, 스프루, 러너, 게이트를 크게 하여 금형 내의 압력이 균일하도록 하며, 성형온도를 낮게 억제한다. 두께가 두꺼운 위치에 게이트를 설치하여 성형온도를 낮게 억제한다.
① 플래시 현상
② 싱크 마크 현상
③ 플로 마크 현상
④ 제팅 현상
답 : ②
성형 수축으로 인한 오목한 부분 → 싱크마크(sink mark)에 대한 설명이다.
① 플래시(flash)는 파팅라인 사이에 수지가 흘러나오는 현상이다. 사출 압력을 낮추어 해결한다.
③ 플로마크(flow mark)는 플라스틱의 유동궤적에 의해 지문모양이 나타나는 현상이다. 사출 온도와 압력을 높여 해결한다.
④ 제팅(jetting)은 뱀과 같은 구불구불한 모양이 나타나는 현상. 얇고 평평한 성형품의 사이드게이트에서 형성되며 사출속도가 빠르거나 온도가 낮을 때 발생한다.
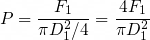
문 13. 다음과 같이 지름이 D1인 A 피스톤에 F1의 힘이 작용하였을 때, 지름이 D2인 B 실린더에 작용하는 유압은? (단, D2=4D1이다)
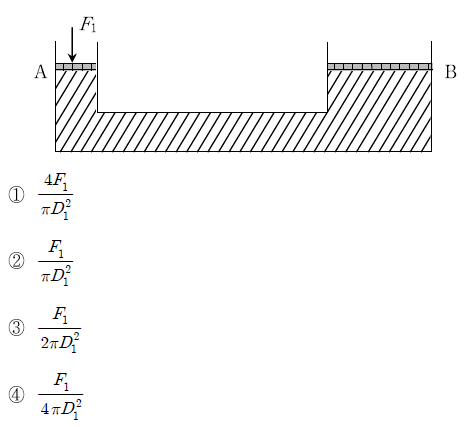
답 : ①
유체의 모든 곳에서 압력은 일정하므로 A에서의 압력을 구하면 된다.
문 14. 통계적 품질관리에 사용되는 용어에 대한 설명으로 옳지 않는 것은?
① 모집단은 표본을 통한 조사의 대상이 되는 어떤 특성을 가진 모든 개체들의 전체 집합이다.
② 표본크기는 전체 모집단에 관한 정보를 얻기 위하여 표본의 성질을 조사할 때 표본으로 추출되어 검사되는 개체의 수량이다.
③ 계량법은 기계가공, 성형가공 또는 용접 가공된 부품의 내부와 외부 결함이나 판금 제품의 표면 흠집 등 정성적인 특성의 존재 여부를 조사하는 방법이다.
④ 도수분포는 각 조건에 맞는 개체의 수를 곡선으로 나타낸 분포도이다.
답 : ③
계량법에서는 정성적인 특성이 아닌 정량적인 특성을 조사한다.
※통계적 품질관리 관련 용어
1)통계적 품질관리(SQC, statistical quality control) : 통계적 기법을 사용하여 제품이나 서비스의 품질 특성을 관리하는 것
2)표본크기(sample size) : 전체 모집단에 관한 정보를 얻기 위하여 표본의 성질을 조사할 때 표본으로 추출되어 검사되는 개체의 수량
3)무작위표본추출(random sampling) : 모집단으로부터 표본을 추출할 때 각 개체가 표본으로 취해질 기회가 동등하게 주어지는 추출방법
4)모집단(population) : 표본을 통한 조사의 대상이 되는 어떤 특성을 가진 모든 개체들의 전체 집합
5)로트크기(lot size) : 모집단의 부분집합. 하나 혹은 여러개의 로트는 모집단을 대표한다고 간주한다.
6)도수분포(frequency distribution) : 각 조건에 맞는 개체의 수를 곡선으로 나타낸 분포도
7)표준편차(standard deviation) : 측정값의 분산된 정도
8)계량법(method of variables) : 치수, 공차, 표면정도, 물리적/기계적 성질 등을 정량적으로 측정
9)계수법(method of attributes) : 가공, 결함, 흠집 등 정성적인 특성의 존재여부를 확인. 표본크기는 일반적으로 계량법의 경우보다 크게 잡는다.
문 15. 다음 설명에 해당하는 것은?
판재가공에서 모양과 크기가 다른 판재 조각을 레이저 용접한 후, 그 판재를 성형하여 최종 형상으로 만드는 기술이다.
① 테일러 블랭킹
② 전자기성형
③ 정밀 블랭킹
④ 하이드로포밍
답 : ①
테일러블랭킹(Taylor blanking)에 대한 설명이다.
② 전자기성형은 강한 전자기력으로 공작물에 유도전류를 일으켜 가공하는 기술이다.
③ 정밀블랭킹(=파인블랭킹, fine blanking)은 기존 블랭킹 가공보다 더 매끄러운 단면을 얻고 정밀한 치수로 가공할 수 있는 프레스 가공 기술이다.
④ 하이드로포밍(hydroforming)은 액압을 이용하여 판재에 힘을 가하여 소성 가공하는 기술이다.
문 16. 개수로를 흐르는 유체의 유량 측정에 사용되는 것은?
① 벤투리미터(venturimeter)
② 오리피스(orifice)
③ 마노미터(manometer)
④ 위어(weir)
답 : ④
개수로의 유량 → 위어(weir)에 대한 설명이다. 로터미터(rotameter)로도 가능하다.
※유체 측정기
1)유량 측정 - 벤투리미터/노즐/오리피스(관로의 유량측정), 위어/로터미터(개수로의 유량을 측정)
2)정압 측정 - 정압관, 피에조미터
3)유속 측정 - 피토관, 피토정압관, 시차액주계(피에조미터+피토관), 열선속도계
4)점성 측정 - 낙구식(스토크스 법칙 이용), 맥미셸/스토머(뉴턴의 점성법칙 이용), 오스발트/세이볼트(하겐-포아젤 방정식 이용)
문 17. 내연기관에 사용되는 윤활유가 갖추어야 할 조건으로 옳지 않는 것은?
① 산화 안정성이 클 것
② 기포 발생이 많을 것
③ 부식 방지성이 좋을 것
④ 적당한 점도를 가질 것
답 : ②
내연기관에서 윤활유는 기포 발생이 적어야 한다.
※내연기관에서 윤활유의 역할과 조건
역할 : 윤활, 냉각, 청정, 기밀, 방청, 소음방지
조건 : 적당한 점도, 온도에 따라 적은 점성 변화, 내열성, 내산화성, 내하중성, 부식 방지성, 기포 방지성
문 18. 캐비테이션(cavitation) 현상이 일어날 때 관계가 없는 것은?
① 소음과 진동 발생
② 펌프의 효율 증가
③ 가동날개에 부식 발생
④ 심한 충격 발생
답 : ②
펌프의 효율 증가는 캐비테이션과 관계 없다. 캐비테이션이 일어나면 오히려 펌프의 성능과 효율이 저하된다.
※공동(cavitation)현상 : 펌프 흡입구에서 압력 강하에 의해 압력이 포화증기압보다 낮아져 증기(기포)가 발생하는 것이다.
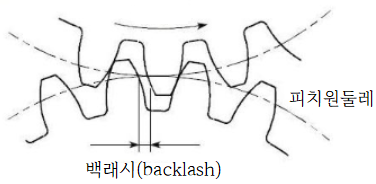
문 19. 인벌류트 치형을 갖는 평기어의 백래쉬(backlash)에 대한 설명으로 옳은 것은?
① 피치원둘레상에서 측정된 치면 사이의 틈새이다.
② 피치원상에서 측정한 이와 이 사이의 거리이다.
③ 피치원으로부터 이끝원까지의 거리이다.
④ 맞물린 한쌍의 기어에서 한 기어의 이끝원에서 상대편 기어의 이뿌리원까지의 중심선상 거리이다.
답 : ①
백래쉬(backlash)란 한 쌍의 기어를 맞물렸을 때 이 사이에 생기는 틈새를 의미하며, 피치원둘레상에서 측정된 치면 사이의 틈새이다.
② 이 홈(tooth space)에 대한 설명이다.
③ 이끝높이(addendum)에 대한 설명이다.
④ 이끝틈새(clearance)에 대한 설명이다.

문 20. 평벨트의 접촉각이 θ, 평벨트와 풀리 사이의 마찰계수가 μ, 긴장측 장력이 Tt, 이완측 장력이 Ts일 때, Tt/Ts의 비는? (단, 평벨트의 원심력은 무시한다)
답 : ①
평벨트 전동에서 이완측 장력에 대한 긴장측 장력의 비 Tt/Ts를 장력비라 하며, e^{μθ}와 같다.
'기출문제 해설 > [국가직 9급 기계일반]' 카테고리의 다른 글
| 【기계일반】2010 국가직 9급 기계일반 해설 (2) | 2022.01.31 |
|---|---|
| 【기계일반】2011 국가직 9급 기계일반 해설 (6) | 2022.01.30 |
| 【기계일반】2013 국가직 9급 기계일반 해설 (0) | 2022.01.29 |
| 【기계일반】2014 국가직 9급 기계일반 해설 (0) | 2022.01.29 |
| 【기계일반】2015 국가직 9급 기계일반 해설 (2) | 2022.01.28 |




댓글